Mit der Röders-Automation heben Sie das volle Kostensenkungspotential in der Dentalbearbeitung. Praxiserprobte Lösungen erlauben eine verlässliche Produktion auch bei großen Stückzahlen. Eine einfach zu bedienende Software steuert die Anlage und sorgt jederzeit für volle Übersichtlichkeit, bei Bedarf auch im gesamten Labor.
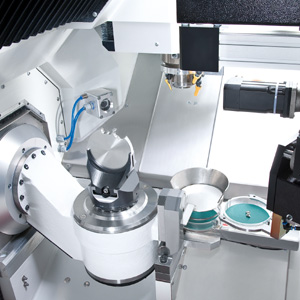
Automatische Rohlingszufuhr
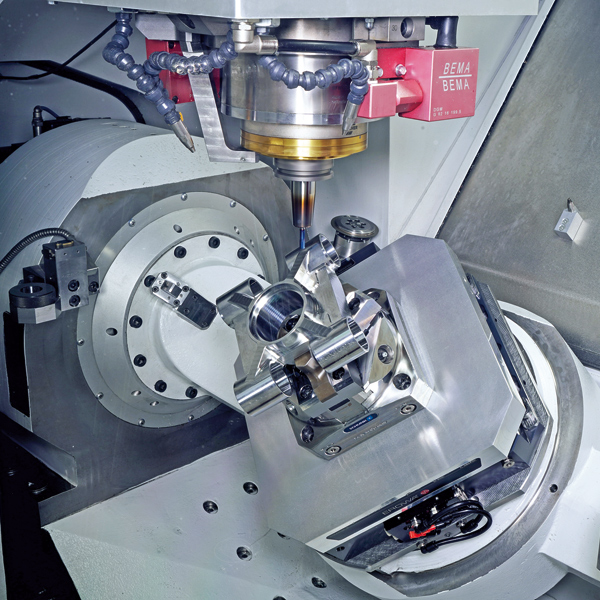
Laden eines Röders-Halters mit gespanntem Chromkobalt-Rohling in die Maschine
Automatische Spannung auf dem Drehtisch
Automatisches Vereinzeln der Arbeiten
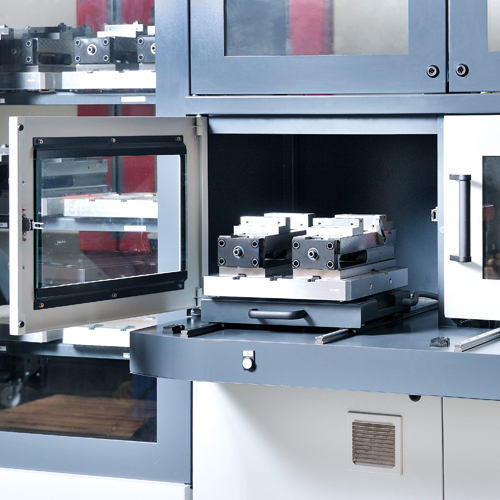
Vereinzeln der Arbeiten in Schalen
Auffangtrichter und Schale unter dem Rohling positioniert
Automatisches programmgesteuertes Durchtrennen der Stege
Minimale Nebenzeiten
Minimierung der Handlingszeit durch Schalenwechsel in der Maschine (leer gegen befüllt)
Gepolsterte Schalen für beschädigungsfreies Auffangen der Arbeiten
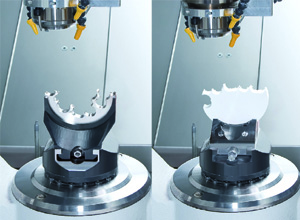
Optimale Materialausnutzung
Effiziente Materialausnutzung durch einseitige Spannung der Rohlinge
Komplettes „Auffräsen“ und dadurch bis zu 30% mehr Einheiten pro Rohling möglich
Chipidentifikation im Magazin
Automatische Prüfung der Belegung des Magazins
Optional Kennzeichnung der Schalen mit RFID-Chips und automatische Zuordnung der gefrästen Arbeiten zur Schalen-ID über Software
Chipidentifikation im Labor
Nutzung der Schalenidentifikation auf das gesamte Labor erweiterbar, z. B. an Handarbeitsplätzen
Jederzeitige Identifizierung der gefrästen Arbeit in der Schale mit Handchipreader
Fast von Anfang an war die Online-Ferndiagnose über Telefonleitung oder Internet Bestandteil der Röders Steuerungstechnik. Insbesondere Anwendungsprobleme können so sehr schnell und effizient behoben werden.
Sämtliche Parameter und Protokolle der Steuerung sind für den Servicetechniker über Telefon abruf- und prüfbar. Sollte es mal einen Defekt in der Maschine geben, ist dieser schnell lokalisiert. Wenn dann doch mal ein Servicetechniker zum Kunden muss, wird durch die Vorab-Analyse erreicht, dass der Servicetechniker bereits das richtige Ersatzteil dabei hat und keine weiteren Wartezeiten entstehen.
Der Kunde entscheidet, wann ein Zugriff erlaubt ist. Nur auf entsprechend freigeschaltete Steuerungen kann der Online-Service zugreifen.
Die Online-Ferndiagnose sichert eine hohe Maschinenverfügbarkeit.
Derzeit empfehlen wir die Online-Ferndiagnose mit Hilfe der „TeamViewer-Software“. Über folgenden Link können Sie diese downloaden:
Ideale Produktionsbedingungen schaffen die Voraussetzung für höchstmögliche Qualität.
Die gesamte Montage wird mit modernster Klimatechnik durch eine Fußbodentemperierung und Spezialschlauchbelüftung auf konstanter Temperatur gehalten. Die Prozesswärme der Maschinen aus Probebetrieb wird direkt über einen separaten, zentralen Kühlkreislauf abgeführt und gelangt gar nicht erst in die Halle. Das mindert den Energieverbrauch und ist umweltschonend.
Die ungewöhnlich umfangreiche Eigenentwicklung an den Maschinen in Steuerungstechnik, Regelungstechnik, Konstruktion und Anwendungstechnik bildet die solide Basis für einen sehr effizienten Service. In mehreren neutralen Umfragen von Fachzeitschriften wurde wiederholt bestätigt, dass unser Service führend ist. Durch die detaillierte Kenntnis aller wesentlichen Maschinenkomponenten können zeitaufwändige Rückfragen bei Lieferanten vermieden werden. Alle auftretenden Probleme oder Störungen werden schnell und effizient mit eigenen Mitteln gelöst.
Der Montageablauf und die Inbetriebnahme der Maschinen sind bis ins Detail exakt festgelegt.
Vor Montagebeginn werden sämtliche Maschinenkomponenten auf einer hochgenauen Koordinatenmessmaschine geprüft. Wichtige Maschineneigenschaften, wie die Geometrie, werden protokolliert. Die Qualität der elektrischen Signale wird aufgezeichnet.
Nach Fertigstellung durchlaufen die mit komplexer Technik ausgestatteten HSC-Maschinen zahlreiche Prüfroutinen einschließlich einer kleinen Testbearbeitung. Anwendungsspezialisten von Röders prüfen so jede Maschine.
Unser Maschinenbau wurde durch den DNV gemäß ISO 9001:2015 zertifiziert.
Die Effizienz der Fräs- oder Schleifbearbeitung hängt von zahlreichen Parametern ab. Nur einer davon ist die HSC-Maschine.
Erst die Optimierung aller Parameter führt zu den Ergebnissen, die durch High Speed Cutting möglich sind.
Ein Spezialist bietet auf seinem Gebiet immer mehr als der Generalist. Daher hat Firma Röders bewusst darauf verzichtet, andere Technologien zu entwickeln und konzentriert sich ganz auf die HSC-Bearbeitung. Langjährige Erfahrung, auch im eigenen Formenbau, und eine starke Anwendungs- und Versuchswerkstatt bilden das solide Fundament für den Röders Kundensupport.
Die Röders CAM-Programmierer arbeiten mit den führenden CAD/CAM-Systemen und können daher auch Kundensupport oder spezielle Programmierschulungen, auf Wunsch vor Ort, im CAM-System des Kunden leisten. Auch die Probebearbeitungen können bereits mit dem CAM-System des Kunden durchgeführt werden.
Dieser einmalige Service ermöglicht eine sehr kostengünstige Aktualisierung der Röders-Steuerung auf den neuesten Stand für sämtliche seit 1995 gelieferten Maschinen.
Im Ergebnis werden die Bearbeitungszeiten stark verkürzt, bei gleichzeitig deutlich höheren Genauigkeiten und Oberflächenqualitäten. So können auch ältere Maschinen an der stetigen intensiven Weiterentwicklung der Röders-Steuerung partizipieren.
Aus diesem Grund haben die Röders-HSC-Maschinen eine sehr hohe Werthaltigkeit. Auch für die Automation von Röders gibt es einen Update-Service, der insbesondere die Funktionalität erweitert.
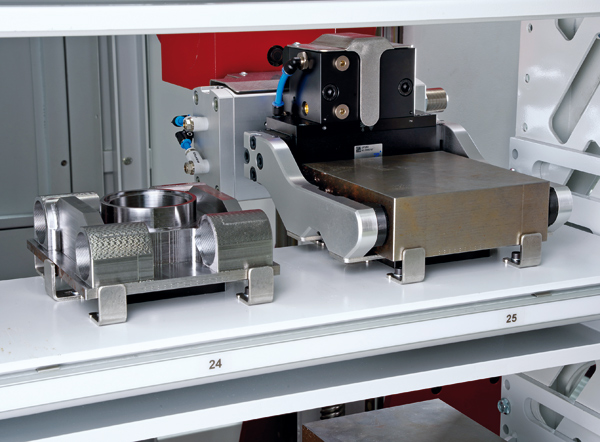
Besonders vorteilhaft bei Direktspannung von Werkstücken, d.h. ohne Paletten, z. B. für eine automatisierte 6‑Seiten-Bearbeitung
Zusatzfunktionen können direkt durch den Roboterübernommen werden, z. B. Reinigen, Einsortieren in Kisten, Anfahren von speziellen Prüfstationen etc.
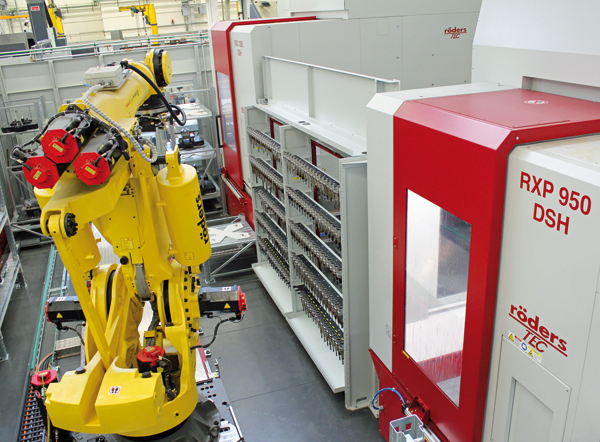
Stationär oder auf Schiene
Hochdynamisch, dadurch kurze Wechselzeiten
Anordnung der Maschinen auf beiden Seiten der Schiene sowie stirnseitig möglich
Werkstückgewichte bis 700 kg, in Sonderfällen höher
Werkstück- und Werkzeughandling möglich
In Stufen erweiterbar
Chipidentifikation der Paletten optional verfügbar
Angesteuert über Jobmanagementsoftware auf Leitrechner (bei Einmaschinenautomation optional auch über Maschinensteuerung)
Röders hat bereits zahlreiche Fertigungsverfahren in die Automation integriert. Bei Bedarf kann ein mehrstufiger Bearbeitungsablauf, d.h., ein definierter Durchlauf der Werkstücke durch verschiedene Fertigungsverfahren in den Maschinen gesteuert werden. Z.B. werden Elektroden durch Fräsen hergestellt, gemessen, gereinigt und im Anschluss als Elektrode zum Erodieren eingesetzt etc., alles in einer Zelle.
Fräsen
Vor dem Beginn eines Jobs Durchführung einer Werkzeugverfügbarkeitsprüfung. Automation von Maschinen mit anderen Steuerungen als Röders möglich.
Messen
Schnittstellen zu zahlreichen Messmaschinen vorhanden: Zeiss, Mitutoyo, Hexagon, Wenzel und weitere. Aufnahme von Nullpunktkoordinaten oder Werkstückorientierung für die Bearbeitung oder Qualitätskontrolle nach der Bearbeitung.
Schleifen
Integration von Koordinatenschleifen, Profilschleifen, Konturschleifen etc.
Erodieren
Erfahrung mit Automation von Maschinen von Sodick, OPS Ingersoll, Makino, Exeron, Zimmer & Kreim. Schnittstellen zu EDM-Programmiersoftware vorhanden, Import von Elektrodendaten möglich
Drahterodieren
Schnittstelle zu Drahtschneidemaschinen vorhanden
Waschen / Reinigen
Wasch‑, Reinigungs- und Trocknungsstationen von MAFAC und Zimmer & Kreim bereits integriert
Manuelle Arbeitsgänge
Programmierte Einbindung von manuellen Arbeitsgängen in den Fertigungsablauf einer Fertigungszelle z.B. für die Sichtkontrolle möglich.
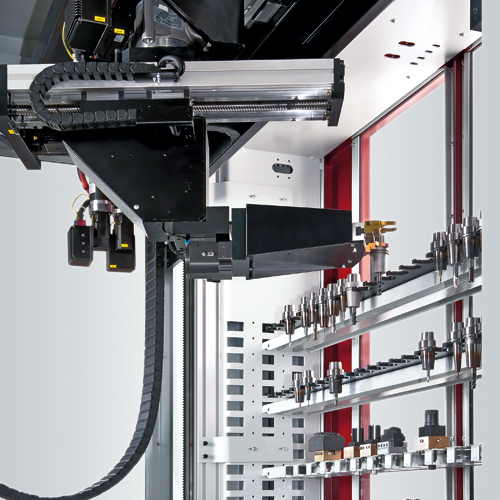
Bei dem Werkzeugmanagement ist Röders führend. Das Handling, sofern dafür vorgesehen, versorgt die Maschinen nicht nur mit Werkstücken, sondern übernimmt auch die Bestückung und damit Erweiterung der Maschinenwerkzeugwechsler durch externe Werkzeuge aus einem zentralen Magazin. Die Werkzeugwechsler der Maschinen können kleiner und damit kostengünstiger gewählt werden. Die Werkzeugversorgung der Bearbeitungszelle erfolgt ausschließlich über das zentrale Magazin. Um die Maschinenwerkzeugwechsler muss sich der Bediener nicht kümmern.
Vorausschauende Bestückung
Das Handling lädt vorausschauend benötigte Werkzeuge hauptzeitparallel während der Bearbeitung in die Maschinenwerkzeugwechsler und entlädt nicht mehr benötigte oder verschlissene.
Werkzeug-ID
Die Werkzeuge werden in das zentrale Magazin platzkodiert eingelegt. Jedem Platz ist ein fester Werkzeugtyp zugeordnet. Auch Schwesterwerkzeuge sind möglich. Noch mehr Sicherheit gegen Fehler kann durch Verwendung des Datamatrixcodes erreicht werden. Bereits bei dem Bestücken der Werkzeugaufnahme mit dem Werkzeug wird der Code der Werkzeugaufnahme eingescannt und so eine eindeutige Zuordnung definiert. Die Werkzeugaufnahme mit dem Datamatrixcode kann an beliebiger Stelle im Magazin eingelegt werden und wird durch die Automation sicher richtig erkannt.
Extra Verschleißbereich
Verschlissene Werkzeuge werden nicht an ihren Ablageplatz im zentralen Magazin zurückgebracht, sondern kommen in einen extra Verschleißbereich. Eine einfache Sichtkontrolle genügt, um festzustellen, ob neue Werkzeuge vorbereitet werden müssen.
Zentrale Datenhaltung
Sämtliche Werkzeugdaten in der Werkstatt, auch für mehrere automatisierte Zellen, werden in einer Datenbank gehalten. Dadurch ist jederzeit prüfbar, wo und in welchem Zustand sich ein Werkzeug befindet. Daten für Werkzeugtypen können effizient zentral verwaltet werden.
Werkzeugpufferfunktionalität
Der Bediener definiert, welche Werkzeugtypen häufig zum Einsatz kommen und grundsätzlich in den Werkzeugwechslern der Maschinen verfügbar sein sollen. Das Handling setzt das konsequent um und nutzt die verbleibenden Werkzeugplätze in den Maschinenwerk-zeugwechslern, um diese mit den für die anstehende Bearbeitung erforderlichen Werkzeugen, ggf. auch Sonderwerkzeugen, zu versorgen. So wird die Anzahl der Werkzeugwechsel zwischen zentralem Magazin und den Maschinenwerkzeugwechslern minimiert.
Datendurchgängigkeit – Das Rückgrat von Industrie 4.0
Ein wesentliches Merkmal von Industrie 4.0 kompatiblen Lösungen ist volle Datendurchgängigkeit. In einem sich ständig ändernden Fertigungsumfeld ist jede Kopie von Daten sofort veraltet. Daher ist der Zugriff auf Originaldaten entscheidend für die Vermeidung von Fehlern und höchste Produktivität. Röders setzt dies konsequent um, indem Zugriff auf alle wesentlichen Daten in Maschine und Automation jederzeit von überall möglich ist. Alle Daten werden in nur einem zentralen Datenbanksystem gehalten.
Informationen in Echtzeit
Über eine webbasierte Schnittstelle werden Werkzeugdaten der Maschinen direkt ausgelesen. Der CAM-Programmierer genauso wie der Fertigungsleiter können sich von ihrem Rechner per Browser den aktuellen Zustand und die Verfügbarkeit der Bearbeitungswerkzeuge in jeder Maschine und in der Automation in Echtzeit anzeigen lassen.
Maschinenzustand webbasiert verfügbar
Ebenso durchgängig webbasiert verfügbar ist der Zustand der Maschinen in der Werkstatt.
Was wird bearbeitet?
Liegt eine Störung vor?
Wie ist der Bearbeitungsfortschritt?
Wie lang ist die Restlaufzeit der Bearbeitung?
Etc. Natürlich wird die Einsicht dieser Daten durch entsprechende Verwaltung der Zugriffsrechte festgelegt, um Unberechtigten diese zu verwehren.
Jederzeit im Blick
Status und Ort jedes Werkstücks, z.B. der Elektroden, kann in einer Automationszelle von beliebigen Arbeitsplätzen aus geprüft werden.
Bei der umati-Schnittstelle gehört Röders zu den führenden Partnern. Egal, welche Maschinendaten für eine übergeordnete Betrachtung, Auswertung oder Steuerung erforderlich sind. Röders macht diese über die standardisierte umati-Schnittstelle verfügbar.
Das Herz einer Automation ist die Software für das Jobmanagement, bei Automation mehrerer Maschinen in einer Fertigungszelle das Zellenmanagement. Eine mit minimalem Zeitaufwand zu bedienende, übersichtliche und sehr schnelle Software ist Voraussetzung für den Erfolg der Automation. Einzelne Softwaremodule sind mit Lösungen anderer Hersteller flexibel über zahlreiche Schnittstellen (umati, OPC UA, XML, TCP/IP) kombinierbar. Dargestellt ist nur eine kleine Auswahl der Funktionalitäten.
CAM-Import
Durch intelligent programmierte Postprozessoren werden einzelne Jobs für die Bearbeitung der Werkstücke vollautomatisch im CAM-System fertig erstellt, so dass diese im Jobmanager nur übernommen werden müssen. Manuelle Eingaben entfallen.
Chipidentifikation / Rüsten
Die Zuweisung einer Palette mit einem Rohling oder vorbearbeiteten Werkstück zu einer Bearbeitung erfolgt in Sekunden am Rüstplatz.
Verkettete Bearbeitungen
In Mehrmaschinenzellen kann ein Durchlauf der Werkstücke durch mehrere Maschinen und Bearbeitungsverfahren festgelegt werden.
Rohlingsverwaltung
Z.B. in der Elektrodenfertigung ist es oft möglich, mit standardisierten Rohlingsgrößen zu arbeiten. Die Paletten mit den verschiedenen Rohlingstypen werden am Rüstplatz identifiziert, werden auf beliebige Plätze im Magazin gelegt und von der Automation über die Chip-ID erkannt. In der Folge entfällt die manuelle Zuweisung von Werkstückplätzen mit Rohlingen zu bestimmten Bearbeitungen/Jobs. Die Automations-Software RMSMain fordert automatisch den im Bearbeitungsprogramm vorgesehenen Rohlingstypen an und lädt diesen in die Maschine. Optional kann in der Maschine vor Beginn der Bearbeitung eine Prüfung des Rohlingstypen mit dem Messtaster erfolgen. Sollte mal ein Bediener einen Rohling am Rüstplatz falsch zugeordnet haben, wird dies sicher erkannt, bevor ein Schaden entsteht. Auch eine automatische Vermessung der Rohlinge direkt im Handlingsgerät ist möglich, z.B. um die eingelagerten Rohlinge sicher den vorgegebenen Rohlingstypen zuzuordnen und fehlerhafte auszusortieren.
LED-Statusanzeige
Die Magazine können mit LED-Statusanzeigen ausgerüstet werden, die den Zustand des Werkstückes anzeigen: unbearbeitet / bearbeitet und i. O. / bearbeitet und n. i. O. / Handarbeitsgang erf. / in Bearbeitung / weitere
Analoge Statusanzeigen mit LED-Technik sind auch für externe Werkzeuge verfügbar.
Berechnung Bearbeitungsfortschritt / Restlaufzeit
Sowohl im Statusmonitor als auch im RMSMain kann jederzeit der Bearbeitungsfortschritt und das voraussichtliche Ende der Bearbeitung auf jeder Maschine eingesehen werden.
Prioritäten
Jobs und deren Prioritäten lassen sich genauso wie das Freigeben und Sperren von Jobs mit wenigen Mausklicks festlegen.
Zentrales Datenbanksystem
Alle Daten befinden sich zentral in einem gesicherten Datenbanksystem. Mit voller Datendurchgängigkeit wird verhindert, dass auf veraltete Daten oder Kopien von Daten zugegriffen wird.
Nutzung von Geometriedaten
Nullpunktdaten oder Preset-Werte von Elektroden können gemessen und für nachfolgende Bearbeitungsschritte weiterverwendet werden.
RMSMain für Werkstattplanung
RMSMain ist auch für die Auftragsplanung auf einzelnen nicht mit einem Handling automatisierten Maschinen nutzbar.
Schnittstellen zu PPS und ERP
Die XML basierte Schnittstelle kann leicht für beliebige ERP, PPS oder BDE-Systeme genutzt werden, u.a. Beosys, IKOffice, Hummingbird Systems oder SAP.
Qualitätskontrolle
Besonders einfach ist die Röders spezifische Übernahme von Messpunkten in einen Job zur Qualitätskontrolle. Umständliches Programmieren entfällt. Als Messprotokoll dieser „in-machine verification“ entsteht eine anschauliche 3D-PDF-Datei.
Intelligente Fehlerreaktion
Bei einer Störung in einer Maschine läuft die Automation weiter und bestückt andere noch verfügbare Maschinen unter Berücksichtigung der Prioritäten.
SMS/E‑Mail-Nachrichten
Bei Störungen oder Fehlern wird eine SMS oder E‑Mail an die hinterlegten Adressen versandt.
Energie-Management
RMSMain steuert die Maschinen energieoptimal. Nach Beendigung des letzten Jobs wird die Maschine abgeschaltet. Bei Bedarf wird diese zum Aufwärmen zu einer programmierten Uhrzeit, z.B. eine Stunde vor Arbeitsbeginn oder wenn neue Jobs für diese Maschine vorhanden sind, wieder eingeschaltet.
Etikettendruck
Für eine unverwechselbare Werkstückkennzeichnung kann ein Etikett gedruckt werden, wenn dieses von der Palette mit Chip-ID demontiert wird. Alternativ kann das Werkstück am Ende der Bearbeitung in der Maschine mit einem Datamatrixcode graviert werden, der aus einem Bezeichnungstext automatisch generiert wird. Der Etikettendruck ist auch für die Kennzeichnung von Werkzeugaufnahmen verfügbar, auf Wunsch auch mit Datamatrixcode.
Wesentlich für eine hohe Effizienz der Maschine in der kundenspezifischen Anwendung ist die Hauptspindel. Röders bietet daher ein außergewöhnlich großes Spektrum an Hauptspindeln an.
Über eine standardisierte, in vielen Jahren insbesondere thermisch optimierte Spindelschnittstelle werden die Spindeln in alle Röders-Maschinen integriert. Das erlaubt auch zu einem späteren Zeitpunkt einen kostengünstigen Wechsel auf einen anderen Spindeltypen, wenn sich z.B. die Anwendung geändert hat. Optionen wie Vektorregelung, Wellenkühlung für Hochgenauigkeit, Drehdurchführungen etc. sind bei Bedarf erhältlich. Für alle Spindeltypen gibt es jederzeit Ersatzspindeln ab Lager.
Sollte eine Anwendung sehr hohe Drehzahlen und gleichzeitig eine relativ kräftige Spindel erfordern, besteht auch die Möglichkeit eine Maschine mit zwei Hauptspindeln auszurüsten, weiteres dazu unter Zweispindler – Option Z2.
Realisiert über einen direkt im Guss der Z‑Achse befestigten exakt temperierten Halter
Mit berührungslos auf der rotierenden Spindelwelle messendem Sensor
Auflösung im Nanometerbereich
Große Werkzeugwechsler
Eigene Werkzeugwechslerlösungen in unterschiedlicher Geschwindigkeit und Größe bis 199fach
Messlaser im Werkzeugwechsler
Messlaser und Kalibrierkugel außerhalb des Arbeitsraumes sicher vor Spänen und Emulsion oder Öl geschützt
Reinigungsdüsen
Werkzeugsprayreinigung mit Lösemittel und anschließender automatischer Trocknung für verlässliche hochgenaue Lasermessung
3D-Taster
Hochgenaue Vermessung der Werkstücke mit dem 3D-Taster direkt in der Maschine, vorherige Reinigung mit Kühlmittel möglich, bei automatisierten Maschinen optional Rückmeldung der Messergebnisse an übergeordnete Datenbank, nachrüstbar
Emulsion, Öl und andere
Ob Trockenbearbeitung, Minimalmengenschmierung, Emulsionskühlschmierstoff oder Öl, für alle Varianten, Lösungen mit genauer Temperierung erhältlich
Auch Absaugungen für Graphit oder Keramikbearbeitung verfügbar