In einigen Anwendungen reichen je nach Spindel maximal mögliche Drehzahl oder maximal einsetzbare Werkzeuggröße nicht aus. Das betrifft insbesondere das Koordinatenschleifen, wenn sehr kleine Innenradien, z.B. Bohrungen mit sehr hohen Drehzahlen, aber auch größere Werkzeuge eingesetzt werden sollen.
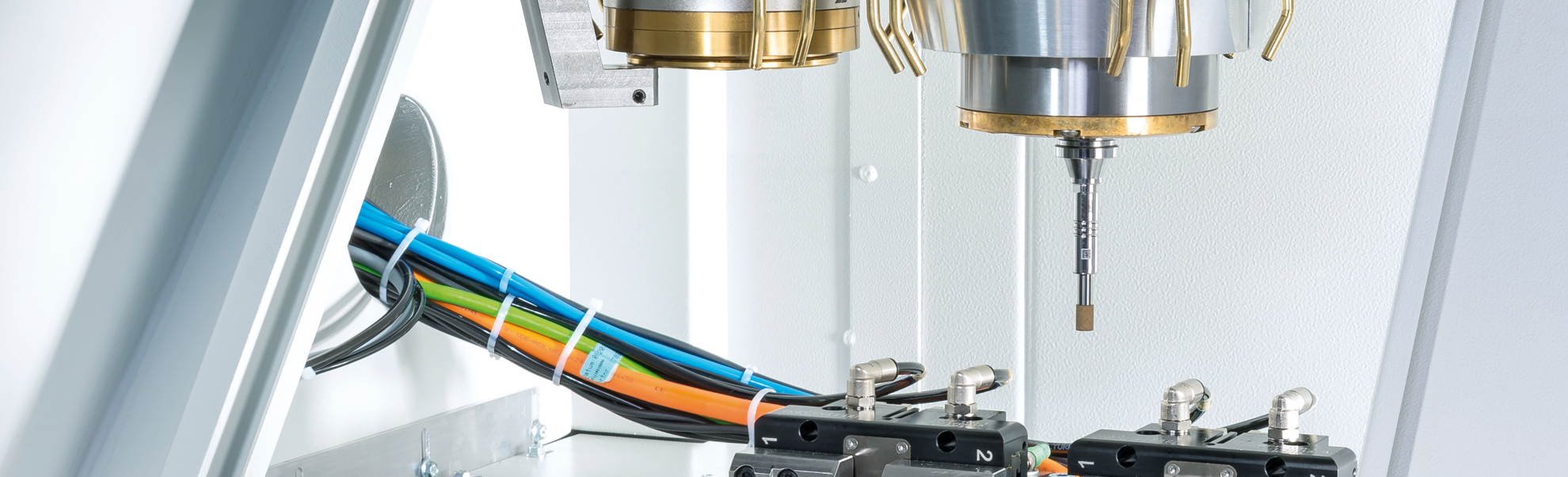
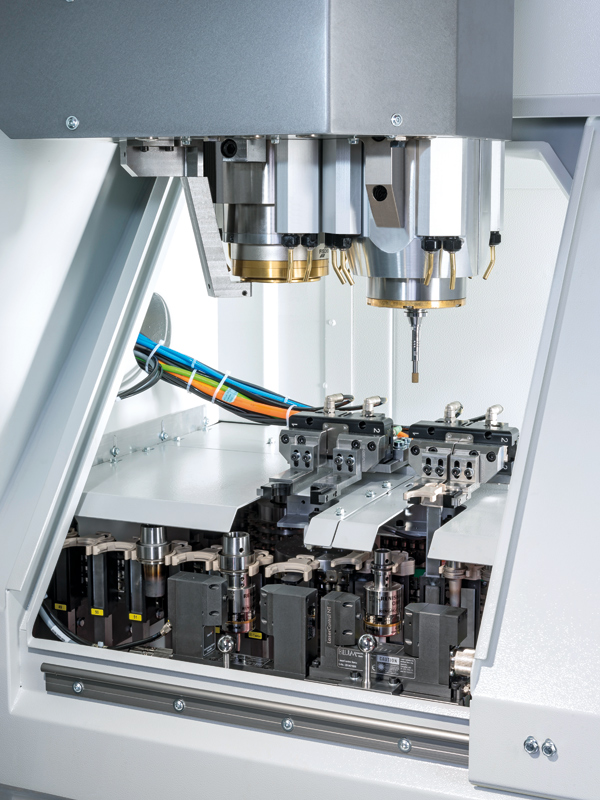
In solchen Fällen besteht die Möglichkeit die Maschine mit zwei Hauptspindeln auszurüsten, einer robusteren für größere Werkzeuge und einer mit sehr hohen Drehzahlen, z. B.
Spindel 1: kugelgelagert, HSK E50 mit 36.000 max. Upm
Spindel 2: luftgelagert (hochpräzise), HSK E25 mit 80.000 max. Upm
Für beide Spindeln sind automatischer Werkzeugwechsel, Lasermessung, unterschiedliche Kühlschmierstoffe, 3D-Taster und bei Koordinatenschleifmaschinen sämtliche dafür erforderlichen Funktionalitäten wie Abrichten, Körperschallantasten etc. verfügbar.
Beide Spindeln werden in möglichst kurzem Abstand zueinander, aber hochgenau temperiert mit mehrfachen Kühlkreisläufen in die Maschine integriert. Dadurch werden Abstand und Position der Spindeln absolut konstant gehalten, so dass bei Bearbeitungen mit beiden Spindeln die höchstmögliche Nullpunktgenauigkeit erreicht wird. Sie setzen zwei Spindeln bei einer Werkstückaufspannung ein.
Die Option „Z2“ ist verfügbar in den Maschinen RXP501, RXP501DS, RXP501DSC, RXP601DS, RXP601DSH, RXP801, RXP950, RXP950DSH und in allen RXU-Maschinen. Bei den RXP-Maschinen beträgt der Abstand der Spindelachsen 150 mm, in den RXU-Maschinen 225 mm. Weitere Maschinentypen auf Anfrage.
Werkzeugwechsler für zwei Hauptspindeln mit unterschiedlicher HSK-Aufnahme
NC-Programme in ISO-Code oder Heidenhain®#-Klartext (eingeschränkter Befehlsumfang), auch gemischt möglich
INDUSTRIE 4.0 kompatibel
Schwingungsüberwachung der Spindel
Der Einsatz von schnelldrehenden Spindeln erfordert eine Begrenzung der maximalen Spindelbelastung, um einen Lagerschaden oder eine starke Minderung der Lebensdauer zu vermeiden. Optional können die Spindeln mit Schwingungssensoren ausgerüstet werden. In der Steuerung kann eine Funktion aktiviert werden, die bei hohen Schwingungen Vorschub und ggf. Drehzahl automatisch reduziert. Außerdem ist eine farbige Darstellung der Schwingungen über den Fräsweg möglich. So erkennt man leicht, wo eventuelle Problemstellen sind und kann diese bei wiederkehrenden Bearbeitungen durch Anpassung der CAM-Programmierung sicher vermeiden.
Röders ist Partner der umati-Initiative des VDW (umati = universal machine tool interface). Die umati-Schnittstelle ermöglicht einen standardisierten Datentransfer zu den Maschinen zahlreicher Anbieter. Sie ist ein wesentlicher Schritt für die Realisierung von Industrie 4.0.
Für HSC optimierte Steuerungstechnik
Herausragende Eigenschaften der Röders Steuerung RMS6:
Satzverarbeitungszeit < 0,1 ms
Lookahead > 10.000 Sätze
Ständig verbesserte Splineinterpolation
Leistungssteigerung durch Steuerungsupdates
Neueste Steuerungsversionen auch für ältere Maschinen (ab Baujahr 1995) durch den besonderen Röders Update-Service für geringe Kosten verfügbar
> Höhere Genauigkeiten, bessere Oberflächen und erheblich kürzere Bearbeitungszeiten
Automatische Schwingungsminimierung
Für höchste Oberflächenqualitäten automatische Optimierung der Drehzahl durch die Maschine auf geringst mögliches Schwingungsverhalten in einem vom Bediener frei wählbaren Bereich, Patent in Anmeldung
Tangentiale Übergänge
Patentierte Funktion zur Vermeidung von Absätzen in Übergangsbereichen bei Bearbeitung mit mehreren unterschiedlichen Werkzeugen
Automatische Modifikation der Bearbeitungsprogramme für tangentiale Übergänge
Postprozessoren
Einfache individuelle Erstellung von Postprozessoren für alle CAD/CAM-Systeme mit Hilfe des Röders Postprozessor-Handbuchs
Standardpostprozessoren bei Röders verfügbar
Vollständige Ausgabe aller Parameter durch das CAM-System → keine Programmierung an der Maschine erforderlich
Verarbeitung von ISO- (G‑Code) oder Heidenhain®#-Klartextprogrammen (eingeschränkter Befehlsumfang) möglich
extrem kurze Einarbeitungszeit
Wechsel zwischen Röders-Steuerung und Fanuc, Siemens, Heidenhain oder anderen sehr einfach, da der Bediener in seiner gewohnten Programmiersprache bleiben kann
Auch gemischte Verwendung von ISO- und Heidenhain®#-Befehlen erlaubt
Optimaler Werkzeugeinsatz
Zahlreiche Funktionen für optimierten Werkzeugeinsatz
Schwesterwerkzeuge
Verschleißkriterien
Standwege
Messstrategien
Geometrieerkennung und ‑prüfung
etc.
Weitere Steuerungsfunktionen
RACECUT® — Leistungssprung in der 3D-Bearbeitung
32 kHz-Regelungstechnik und eine optimierte Bahnplanung in der Steuerung verkürzen die Bearbeitungszeiten bis zu 20 % bei gleicher Oberflächenqualität und Präzision
Da der Energieverbrauch der Maschine unabhängig von der gewählten Dynamik relativ konstant ist, liegt die Energieeinsparung in gleicher Größenordnung
#Heidenhain ist eine eingetragene Marke der Dr. Johannes Heidenhain GmbH.
Mit intelligenter Regelungstechnik und durch geringere Reibung in den Achsen senken Linearmotoren den Stromverbrauch im Vergleich zu Kugelrollspindelantrieben:
um 12% bei gleicher Bearbeitungszeit
um 20% bei gleicher Werkstückqualität
Minimale Verfahrinkremente
Interne Auflösung der Steuerung < 1 Nanometer
Auch kleinste Inkremente verfahrbar
Exakte Temperierung
Hysterese des Kühlwassers zur Temperierung der Maschine < +/- 0,1 Kelvin
Optional bei besonderen Anforderungen +/- 0,02 Kelvin
Höchste Konturgenauigkeit
Kreisformgenauigkeiten von deutlich < 1 µm erreichbar
Wesentlich für eine hohe Effizienz der Maschine in der kundenspezifischen Anwendung ist die Hauptspindel. Röders bietet daher ein außergewöhnlich großes Spektrum an Hauptspindeln an.
Über eine standardisierte, in vielen Jahren insbesondere thermisch optimierte Spindelschnittstelle werden die Spindeln in alle Röders-Maschinen integriert. Das erlaubt auch zu einem späteren Zeitpunkt einen kostengünstigen Wechsel auf einen anderen Spindeltypen, wenn sich z.B. die Anwendung geändert hat. Optionen wie Vektorregelung, Wellenkühlung für Hochgenauigkeit, Drehdurchführungen etc. sind bei Bedarf erhältlich. Für alle Spindeltypen gibt es jederzeit Ersatzspindeln ab Lager.
Sollte eine Anwendung sehr hohe Drehzahlen und gleichzeitig eine relativ kräftige Spindel erfordern, besteht auch die Möglichkeit eine Maschine mit zwei Hauptspindeln auszurüsten, weiteres dazu unter Zweispindler – Option Z2.
aus Preform mit vorgefertigter Anschlussgeometrie, Chromkobalt, automatische Berechnung der Fräsprogramme mit Template von Röders für unterschiedliche Anschlussgeometrien
Baltic Denture System von Merz Dental
Rohling von Merz Dental (www.baltic-denture-system.de), automatische Berechnung der Fräsprogramme mit Template
Brückengerüst
aus Zirkonoxid, automatische Berechnung der Fräsprogramme mit Template
Brückengerüst
aus Chromkobalt, automatische Berechnung der Fräsprogramme mit Template
Lithium-Disilikat-Keramik,
hochpräzise geschliffen, automatische Berechnung der Bearbeitungsprogramme mit Template von Röders
Stegkonstruktion
aus Chromkobalt, automatische Berechnung der Fräsprogramme mit Template einschließlich unterschiedlicher Anschlussgeometrien
Form
für Dritte Zähne
Doppelkrone
aus Chromkobalt, automatische Berechnung der Fräsprogramme mit Template
Schiene
aus PMMA, automatische Berechnung der Fräsprogramme mit Template
Brücke
aus Zirkonoxid, automatische Berechnung der Fräsprogramme mit Template
Stegkonstruktion
aus Chromkobalt, automatische Berechnung der Fräsprogramme mit Template
Brücke
aus Chromkobalt, automatische Berechnung der Fräsprogramme mit Template
Brückengerüst
aus Titan, automatische Berechnung der Fräsprogramme mit Template
Brückengerüst
aus Chromkobalt, automatische Berechnung der Fräsprogramme mit Template
Mit Röders-Maschinen halten Sie verlässlich sehr kleine Toleranzen dauerhaft in der Teilefertigung ein. Bei Bedarf kombinieren Sie Fräsen und Schleifen in einer Aufspannung für optimale Ergebnisse. Die von Röders langjährig entwickelte PRECITEMP®-Technologie sorgt für eine thermisch robuste Maschinenstruktur, so dass auch bei schwankenden Umgebungstemperaturen keine thermischen Driften auftreten und die Maschinennullpunkte stabil unverändert bleiben. Damit schaffen Sie die Voraussetzung für eine hocheffiziente sehr personalarme Automation. Röders bietet hierfür zahlreiche Handlingsgeräte und langjährig erprobte Softwarelösungen an.
Drosselklappengehäuse
Toleranzen 0,01 mm, Oberflächenqualität Ra 0,2 µm
Gehäuse für Hydraulikpumpe
Toleranzen der „Doppelbohrung“ (Lage und Rundheit) < 1 µm
Medizintechnik
Implantat aus dem Block gefräst
Halsplatte für Blasform
in 2 Aufspannungen automatisiert hergestellt, Toleranzen 0,01 mm
Nockenwelle
in einer Aufspannung gefräst und geschliffen, Toleranz kleiner 1 µm
Maßstabshalter für Glasmaßstab
in 2 Aufspannungen 5‑achsig gefräst, Toleranzen 0,01 mm
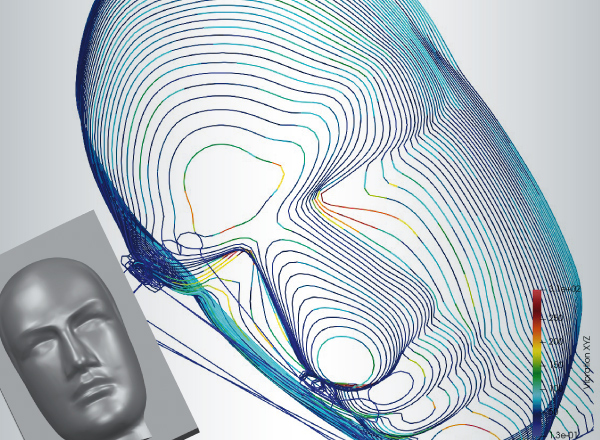
Gehäuseteile für einen Kieferscanner
hohe 3D-Oberflächenqualität für Beschichtung erforderlich
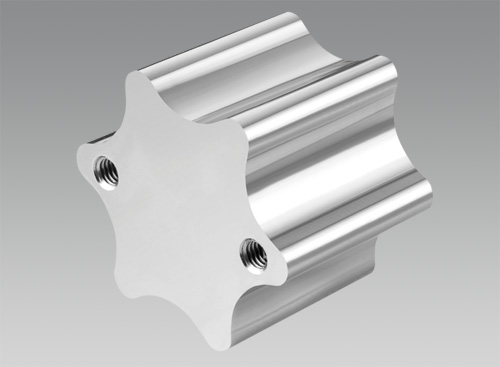
Optikhalter für Präzisionsoptik
Serienproduktion, aus dem Vollen gefräst, Rundheit < 2 µm
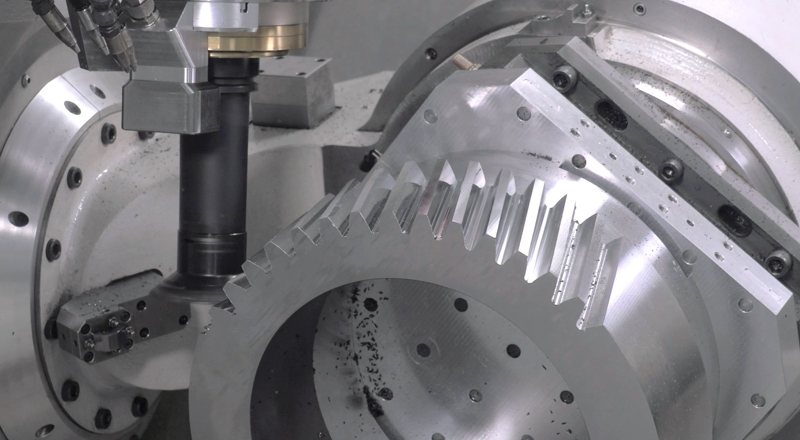
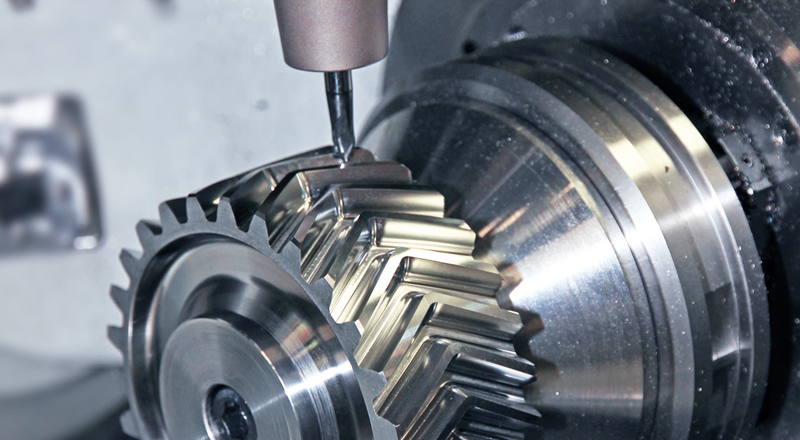
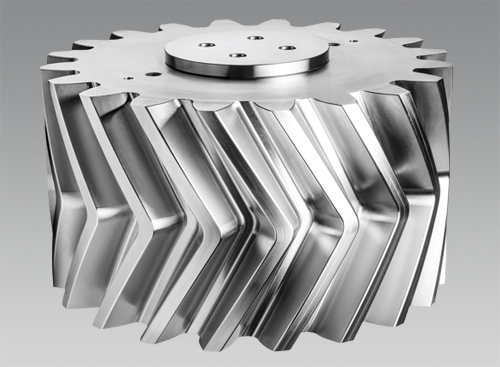
Auf den modernen 5‑achsigen Röders-HSC-Maschinen lassen sich unterschiedlichste Verzahnungen auch in hochfestem Material durch Fräs- und Schleifbearbeitung hochpräzise fertigen. Maschinengröße und Frässpindel können optimal auf die Anforderungen abgestimmt werden. Mit Automation, z. B. mit den RCS ‑Geräten, werden extrem niedrige Fertigungskosten auch bei Einzelstücken erreicht.
Die Programmierung individueller Zahnräder ist mit der speziell für die Zahnradfertigung entwickelten Software der EUKLID CAD/CAM AG äußerst einfach und in kürzester Zeit erledigt. Röders bietet vollen Support für die gesamte Prozesskette an.
Durch erheblich verbesserte Antriebs- und Spindeltechnologie ist der Röders GmbH ein Quantensprung in der Qualität bei der Herstellung von Münzprägestempeln gelungen.
Besonders die mehr als 10-fach bessere Rundlaufgenauigkeit der Frässpindeln (Rundlauf < 0,1 µm) führt zu extrem guten Oberflächen und ermöglicht eine sehr feine Detailausarbeitung auf der Maschine. Diverse Beispiele für Münzprägestempel die auf Röders-Maschinen hergestellt werden:
Hochpräzise 5‑Achs-Bearbeitung, keine Nacharbeit der Trennflächen erforderlich
Druckgussformen
Druckgussformen werden direkt in gehärteten Stahl komplett (Schruppen und Schlichten) HSC-gefräst. Die Röders HSC-Technologie erreicht verlässlich Oberflächenqualitäten und Genauigkeiten, auch an den Formtrennungen, die jegliche Nacharbeit überflüssig machen.
Gesenk für Kettenglieder
Bei diesem 1t schweren Gesenk wurde die Bearbeitung auf der RXU1200 in 50% der bisherigen Zeit ausgeführt
Mikroformen
für die Chipindustrie und andere
Gravurbreite und ‑tiefe 0,05 mm
Spritzgussform
für Drehstuhlabdeckung, Abmessungen ca. 1 m x 1 m
Einsatz für Reflektorspritzgussform
Durch ständige Optimierung aller Maschinenkomponenten können inzwischen Oberflächenqualitäten in „Polierqualität“ erreicht werden.
Elektroden
5‑achsig nacharbeitsfrei gefräst
Elektroden für Steckerverbinder
Detailansicht der Elektroden für Steckerverbinder darüber, kleinstes Werkzeug Ø 0,8 mm, erreichter Ra = 0,1 µm
Elektroden 3- und 5‑achsig nacharbeitsfrei gefräst
Blechumformwerkzeuge
HSC-Fräsen und Koordinatenschleifen hochgenau in einer Aufspannung
Schneidwalzen
Spezialsoftware zum 4‑achsigen Ausspitzen verfügbar
Gummiformen
Rundumbearbeitung in einer Aufspannung
Reifenformen
extreme Dynamik für kürzeste Bearbeitungszeiten
Formen für Brennstoffzellen
Schneid- und Umformstempel
HSC-Fräsen und Koordinatenschleifen (Toleranz 1 µm) in einer Aufspannung
Schnittstempel
Toleranz < 1 µm auf voller Höhe
Verpackungsformen
aus hochfestem Aluminium
Präzisionsgesenke
hohe Drehzahlen zur Herstellung kleiner Eckenradien
Spritzgussformen
mit Hochpräzision im Detail
Kurbelwellengesenke
in hochfesten Stahl mit extremen Auskraglängen fertig bearbeitet
Komplexe Kunststoffformen
komplette Einsparung der Erodierarbeiten
Prägestempel
in 70 HRC fertig gefräst
Schuhformen
Aluminiumzerspanung mit sehr kurzen Fräszeiten
Glasbearbeitung mit extrem hoher Winkelgenauigkeit unter 2 Winkelsekunden, auch bei großen Prismen. Schruppen und Schlichten in einer Aufspannung auf 5‑Achsmaschine bzw. 3‑Achsmaschine
Durch neueste Entwicklungen in Antriebstechnik und Spindeltechnologie werden seit Anfang 2012 extrem hohe Oberflächenqualitäten erreicht, die mit denen von Ultrapräzisionsmaschinen (UP-Maschinen) vergleichbar sind.
Reflektoren
Auf der Maschine mit Luftlagerspindel hergestellt
Genauigkeit +/- 1 µm
Oberflächenqualität Ra = 0,005 µm
Einsatz für Spritzgussform für Handydisplay
Komplette Oberfläche mit Ra < 0,01 µm auf der HSC-Maschine hergestellt
Gefräste Oberfläche mit Ra < 10 nm, Bearbeitung erfolgte mit Kugelfräser Durchmesser 4 mm durch Abzeilen des Werkstückes
Röders bietet im Werk Soltau/Harber zu folgenden Terminen Schulungen in Kleingruppen an. Angegeben ist jeweils der erste und letzte Schulungstag. Die Schulungen bieten natürlich auch die Möglichkeit über individuelle Anwendungsfragen zu sprechen.
Ideale Produktionsbedingungen schaffen die Voraussetzung für höchstmögliche Qualität.
Die gesamte Montage wird mit modernster Klimatechnik durch eine Fußbodentemperierung und Spezialschlauchbelüftung auf konstanter Temperatur gehalten. Die Prozesswärme der Maschinen aus Probebetrieb wird direkt über einen separaten, zentralen Kühlkreislauf abgeführt und gelangt gar nicht erst in die Halle. Das mindert den Energieverbrauch und ist umweltschonend.
Die ungewöhnlich umfangreiche Eigenentwicklung an den Maschinen in Steuerungstechnik, Regelungstechnik, Konstruktion und Anwendungstechnik bildet die solide Basis für einen sehr effizienten Service. In mehreren neutralen Umfragen von Fachzeitschriften wurde wiederholt bestätigt, dass unser Service führend ist. Durch die detaillierte Kenntnis aller wesentlichen Maschinenkomponenten können zeitaufwändige Rückfragen bei Lieferanten vermieden werden. Alle auftretenden Probleme oder Störungen werden schnell und effizient mit eigenen Mitteln gelöst.
Das für die Automation eingesetzte Handling sollte bestmöglich auf die Anforderungen der Anwendung abgestimmt sein, um Kosten, Flächenverbrauch und Effizienz zu optimieren.
Wesentliche Kriterien sind:
Direktspannung der Werkstücke oder auf Palette
Werkstückgewichte und Größen
Bearbeitungszeiten pro Werkstück
Versorgung der Maschinen mit externen Werkzeugen erforderlich?
Ein- oder Mehrmaschinenautomation?
Spätere Erweiterbarkeit mit weiteren Maschinen gewünscht?
Erforderliche Zugänglichkeit und entsprechendes Sicherheitskonzept
Zu automatisierende Fertigungstechnologien
Um der Vielfalt der Anforderungen gerecht zu werden, hat Röders im Laufe der Jahre ein umfangreiches Portfolio an Handlingsgeräten für die Automation entwickelt. Von der in die Maschine integrierten äußerst platzsparenden Lösung bis hin zu Roboterstraßen mit zahlreichen Maschinen unterschiedlicher Fertigungstechnologien wurden vielfältigste Projekte realisiert.
Erweiterung der Anwendungsmöglichkeiten durch spezielles Zubehör
Mediumverteiler
Für eine optimale Minimalmengenschmierung und das Freiblasen von Spänen hat sich der Mediumverteiler der Firma MHT GmbH in zahlreichen Anwendungen bewährt. Hohe Qualitäten am Werkstück und häufig längere Werkzeugstandzeiten können mit diesem System erreicht werden. Nach der Bearbeitung ist das Werkstück meistens frei von Rückständen des Schmiermittels, da dieses verdunstet.
Schrumpftechnologie
Röders hat bereits 1992 erstmals die Schrumpftechnik für die HSC-Bearbeitung eingesetzt. Bis heute ist diese unübertroffen in Bezug auf Rundlaufgenauigkeit und Steifigkeit. Ein eigenes Schrumpfgerät und Aufnahmen werden für alle Spindeltypen angeboten
Zusätzliche Rundachsen
Schnellwechselbare Aufsatzachsen, einachsig oder zweiachsig, mit moderner Direktantriebstechnik stehen für unterschiedliche Anwendungen zur Verfügung.
Werkzeugaufnahmen
Wesentlichen Einfluss auf die Bearbeitungsqualität haben die Werkzeugaufnahmen. Sie bestimmen den Rundlauf des Werkzeuges und damit die Bearbeitungsgenauigkeit und das Schwingungsverhalten. Daher bietet Röders hochgenaue Aufnahmen an und kann auch Empfehlungen aussprechen.
Absaugungen
Für alle Maschinentypen bietet Röders leistungsfähige Absaugungen für Graphit, Keramik, Ölnebel etc. mit hochwertiger Filtertechnik an.
Kundenspezifische Spanntechnik
Für spezielle Anwendungen, besonders in der automatisierten Produktion, entwickeln die Techniker von Röders auch Spanntechnik zur Direktspannung von Werkstücken ohne Palettensysteme.
Realisiert über einen direkt im Guss der Z‑Achse befestigten exakt temperierten Halter
Mit berührungslos auf der rotierenden Spindelwelle messendem Sensor
Auflösung im Nanometerbereich
Große Werkzeugwechsler
Eigene Werkzeugwechslerlösungen in unterschiedlicher Geschwindigkeit und Größe bis 199fach
Messlaser im Werkzeugwechsler
Messlaser und Kalibrierkugel außerhalb des Arbeitsraumes sicher vor Spänen und Emulsion oder Öl geschützt
Reinigungsdüsen
Patentierte Werkzeugsprayreinigung mit Lösemittel und anschließender automatischer Trocknung für verlässliche hochgenaue Lasermessung
3D-Taster
Hochgenaue Vermessung der Werkstücke mit dem 3D-Taster direkt in der Maschine, vorherige Reinigung mit Kühlmittel möglich, bei automatisierten Maschinen optional Rückmeldung der Messergebnisse an übergeordnete Datenbank, nachrüstbar
Emulsion, Öl und andere
Ob Trockenbearbeitung, Minimalmengenschmierung, Emulsionskühlschmierstoff oder Öl, für alle Varianten, Lösungen mit genauer Temperierung erhältlich
Auch Absaugungen für Graphit oder Keramikbearbeitung verfügbar
Mit Koordinatenschleifen werden Genauigkeiten < 1 µm und Oberflächenqualitäten < 0,01 µm auf Röders HSC-Maschinen erreicht. Auf Grund der hohen Steifigkeit der Maschinen ist die Kombination HSC-Fräsen und Koordinatenschleifen in einer Maschine möglich und führt in vielen Anwendungen zu großen Einsparungen.
Weitere Informationen in dem Anwenderbericht der Firma Fix Koordinatenschleiftechnik
Röders Erfahrungen im Fräsen und Schleifen und die Zusammenarbeit mit Kunden haben zu einer außergewöhnlichen Leistungsfähigkeit der Röders Maschinen bei der Glasbearbeitung geführt.
BLISKS, BLINKS oder Impeller erfordern absatzfreie, glatte Oberflächen. Direktantriebstechnik in allen Achsen, 32 kHz-Regelungstechnik und ein spezielles Temperaturmanagement in den Röders Maschinen sorgen für höchste Dynamik und konstante Qualität auch über lange Zeiträume. Der Kostenvorteil gegenüber Standardbearbeitungszentren kann 20% und mehr betragen.
Formen für Brennstoffzellen
Hochgenaue Konturen mit kleinen Innenradien und hoher Oberflächengüte werden bei Formen für Brennstoffzellen verlangt. Zahlreiche Kunden schätzen insbesondere die Langzeitgenauigkeit der Maschinen von Röders bei den viele Stunden dauernden Bearbeitungen.
Bei der Bearbeitung von Hartmetall führt die jahrelange Erfahrung von Röders in der Kombination von Fräsen und Schleifen in einer Maschine zu besonders hoher Wirtschaftlichkeit. Hohe Präzision und Maschinensteifigkeit erlauben außergewöhnliche Bearbeitungsergebnisse.
Insbesondere hochpräzise Kunststoffformen für optische Komponenten, z.B. Leuchtdioden, bilden einen neuen Schwerpunkt im Anwendungsspektrum der Röders-Kunden.
Hochpräzise 5‑achsige, bei Bedarf automatisierte Herstellung unterschiedlichster Verzahnungen in Einzelstücken oder Kleinserien
Watch Machining with 90000 rpm
Uhrenindustrie
Höchste Qualitäten bei kürzesten Bearbeitungszeiten werden durch hochpräzise Luftlagerspindeln in Kombination mit der Direktantriebstechnik der Linearmotormaschinen erreicht.
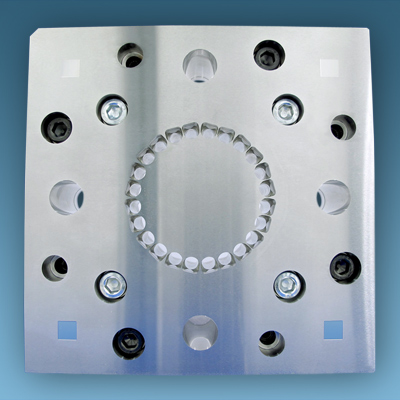
Dental Alle im Dentalbereich eingesetzten Materialien können vollautomatisch und präzise bearbeitet werden.
Münzprägestempel werden bis zum letzten Detail nacharbeitsfrei für die Münzproduktion frästechnisch hergestellt.
Röders RXP601DSH Schleifbearbeitung einer Ziehmatrize / Grinding of a Drawing Die / HSC Grinding
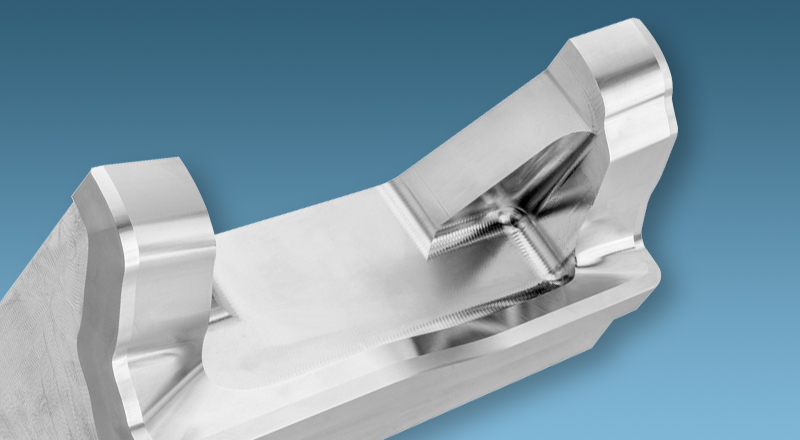
Schleifbearbeitung einer Ziehmatrize
Absatzlose Fünfachsimultanbearbeitung einer Matrize durch Koordinatenschleifen mit Schnellhub. Dabei wurden die drei Bereiche Ebene, Verrundung (R 5 mm) und ovaler Durchbruch (46 × 40 mm) in einem Zug geschliffen, mit einem keramisch gebundenem CBN-Schleifstift. Die Bearbeitung wurde auf einer Röders RXP601DSH Fräs- und Koordinatenschleifmaschine durchgeführt.
Impeller
Durch Entwicklung von Spezialmaschinen für höchste Beschleunigungen bis zu 3 g können extrem kurze Bearbeitungszeiten bei gleichbleibender Qualität erreicht werden.
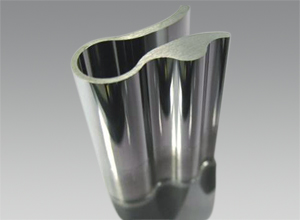
Glasformen aus Graphit
Durch die hohe Präzision der Röders Maschinen ist es möglich, spiegelnde Oberflächen in Graphit zu fräsen, mit Ra-Werten < 0,1 µm.