This unique service makes it possible to update the Roeders control cost-effectively to the newest version on all machines delivered since 1995.
As a result, the machining times are reduced considerably, together with a distinct improvement in accuracy and surface quality. In this way, even older machines are able to benefit from the continuous and intensive advancement of the Roeders control systems.
This is another reason why the Roeders HSC machines have such a high intrinsic value. Also for the automation from Roeders software updates are available, which mainly increase the functionality.
Due to the upgrading-ability of the Roeders RMS6 control many customers use their Roeders machines particularly long. Therefore, Roeders holds spare parts on stock for up to 30 years.
The efficiency of milling or grinding depends on a variety of parameters.The machine is just one of these parameters.Only the optimization of all parameters leads to the best possible results.
A specialist always offers more in his field than a generalist. Therefore, Röders deliberately decided not to develop other technologies but to focus completely on milling and grinding. Röders’ years of experience, also in its own mould production, as well as a well-equipped application and test centre are the sound foundation for customer support.
Röders has in-house CAM programmers that are proficient in the use of the leading CAD/CAM systems, and can therefore offer on-site customer support or special programming training on the customer’s own CAM system. If desired, machining tests can be performed with the customer’s CAM system.
The assembly sequence and the initiation of the machines are defined precisely and down to the last detail.
Before assembly starts, all machine components are checked on a highly accurate coordinate measuring machine. Important machine characteristics, such as the geometry, are recorded. The quality of the electrical signals is noted.
After assembly of the HSC machines, their complex technical systems are subjected to numerous test routines, including a short machining trial. Every machine is tested in this way by Röders application specialists.
Our machine tool department has been certified according to ISO 9001:2015 by the TÜV Süd.
An ideal production environment is the condition for highest possible quality.
Our entire assembly area is kept at a constant temperature by the latest air-conditioning technology, with control of the floor temperature and special hose ventilation. The process heat generated by the machines under test is removed directly via a separate, central cooling circuit and is not allowed to dissipate in the hall itself. This reduces the energy consumption and is also ecologically sound.
The exceptionally high level of in-house development for our machines with regard to the control technology, the drive technology, the construction and the application technology provides the sound basis for very efficient service. Several independent surveys by technical journals have repeatedly confirmed that our service is industry-leading. Thanks to our detailed knowledge of all the main machine components, time-consuming queries at suppliers are avoided. Any problems or malfunctions which may arise are solved efficiently and speedily by our own experts.
The hardware for the automation should match the requirements of the automation application as good as possible in order to optimize costs, necessary space and efficiency.
Main criteria are:
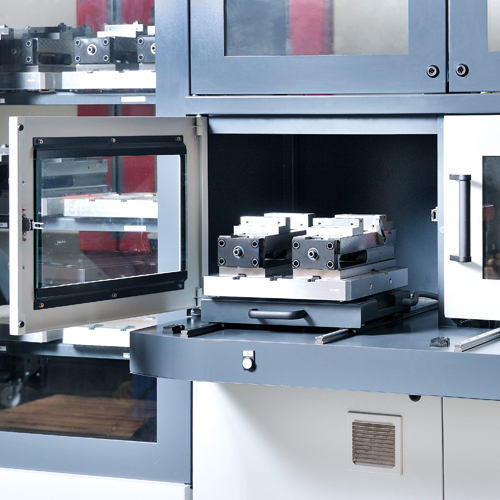
Direct clamping of the workpieces or on pallet?
Workpiece weights and sizes
Machining times per workpiece
Supply of the machines with external tools from the magazine necessary?
One or several machines to be automated?
Later extention of the automation by further machines desired?
Needed access to the automation and corresponding security concept
Manufacturing technologies to be automated
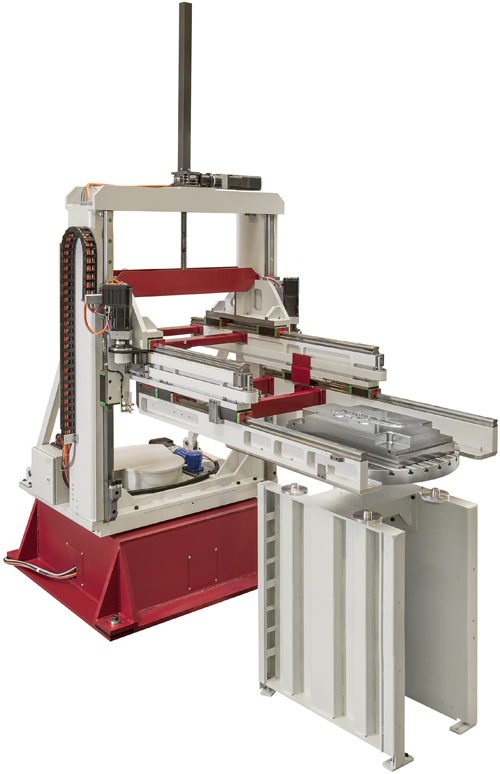
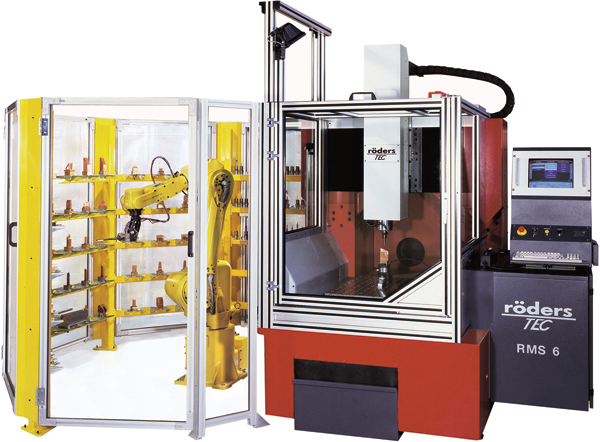
In order to cover the diversity of customer requirements, Röders has developed a large range of automation solutions over the years. Starting with a simple, integrated space saving solution, all the way to robots on rails with numerous machines of various manufacturing technologies, all project types with different requirements can be realized.
With the introduction of High Speed Cutting in the 1990’s productivity especially for manufacturing complex moulds was raised tremendously. Consequently customers started asking for solutions for an unmanned operation of the machines by automation. Already in 1995 Röders sold the first automated machines for a 24 hour operation, 7 days a week.
Since then, Röders has installed more than 500 solutions for automation. Hardware and software have been developed continuously over the years. Today numerous devices for the automation and an extremely easy to operate, in the sense of industry 4.0 fully data consistent software are available for achieving highest efficiency.
From practice for practice
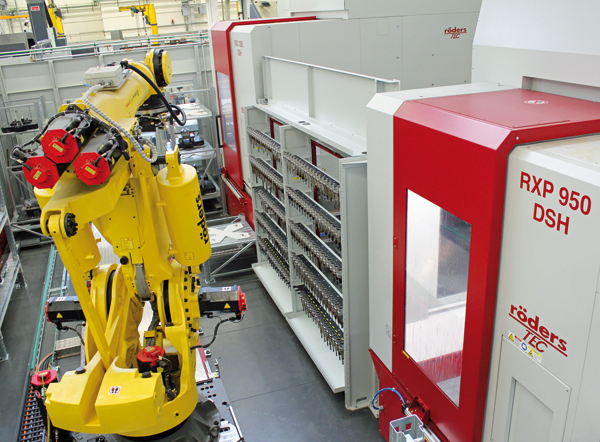
Of course Röders uses in its own blow mould production not only High Speed Cutting machines made by Röders but also Röders own solutions for automation. Machining cells with up to 7 High Speed Cutting machines are served by a robot on a rail with workpieces and tools around the clock. Thus highest productivity is reached in a very competitive market segment. Likewise as for the development of the machines the Röders blow mould production is the steady test environment for the Röders automation in daily practice, in which the Röders automation solutions are optimized in all details. This ensures very high reliability.
Updates also for Röders automation solutions
Many customers of Röders High Speed Cutting machines appreciate the update-service of Röders for the NC control. Such kind of update-service is also available for the automation software from Röders. The steadily growing functionality of the Röders software may be taken over anytime.
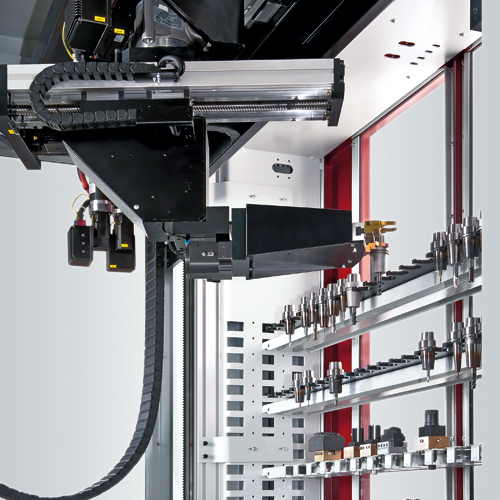
Röders is the leader in tool management for automation. The automation, if intended for, serves the machines not only with workpieces but also with tools directly into the machine tool changer. With this the machine tool changer is extended with cost efficient external tool places in the central magazine of the automation. The tool changers in the machines may be kept smaller and more cost-effective. The operator does not need to worry about the machine tool changers. The supply with tools to the machines and back in a cell solely takes place from the central magazine.
Forward-looking supply
The automation loads forward-looking required tools into the machine tool changer and unloads tools not needed anymore or worn while a workpiece is machined.
Tool-ID
The tools are put on pre-defined places in the magazine. Each tool type has a pre-defined place in the magazine. Also sister tools are possible. Higher security against mistakes may be achieved by using a data matrix code. Already when the cutter is put into the tool holder the code on the tool holder is read and therewith the tool type defined. The tool holder with the data matrix code may be put on any place in the magazine. The automation scans and recognizes it.
Extra wear area
Worn tools are not put back to their pre-defined places in the magazine but into an extra wear area. A quick visual check is enough to deter-mine, whether any worn tools need to be replaced.
Central data base
All tool data in a workshop, also for several automated cells, is stored in one data base system. This allows checking any time, where a tool may be found and what its status is. Data for tool types may easily and centrally be edited.
Tool cache functionality
The operator determines, which tool types are used often and therefore should always be available in the machine tool changer. The automation consequently implements this. In case such a tool is worn the automation immediately replaces it by a sister tool. The remaining tool places in the machine tool changers are used to supply the machine with tools needed for the current operation, if needed also with special tools. This minimizes the number of tool changes between the machine tool changer and the magazine.
Röders has already integrated numerous manufacturing processes into automation solutions. Upon demand a multistage machining process is possible. This means that a workpieces undergoes different machining operations in the machines. Electrodes for example are produced first by milling, cleaned, measured and subsequently used as electrodes in EDM, all in one automated cell.
Milling
Before starting a job checking of the availability of the tools. Automation of machines with other controls than Röders possible.
Measuring
Interfaces to numerous measuring machines existing: Zeiss, Mitutoyo, Hexagon, Wenzel and others. Measurement of zero point coordinates or orientation of the workpiece for the machining operation or quality control after machining.
Grinding
Integration of jig grinding, profile grinding, contour grinding etc.
EDM
Experience in automation with machines from Sodick, OPS Ingersoll, Makino, Exeron, Zimmer & Kreim. Interfaces to the individual programming software for the EDM machines already exist. Import of electrode data possible.
Wire cutting
Interface to wire cutting machines available.
Washing / cleaning
Washing, cleaning and drying devices from MAFAC or Zimmer & Kreim already integrated
Manual operations
Programmed integration of manual operations like visual inspection into the workflow of a work-piece in an automated cell possible
The core of automation is the job management software, in case of automation of several machines in one cell it is also called cell management. RMSMain is easy to operate and fast. Manual input is minimized as much as possible. Individual software modules may flexibly be combined with solutions of other suppliers via numerous interfaces (umati, OPC UA, XML, TCP/IP). Only a small choice of the functionalities of the RMSMain is shown.
CAM-Import
By clever programmed Post Processors the jobs for machining the individual workpieces are automatically prepared in the CAM-system. The jobs only have to be taken over in RMSMain. Manual input is avoided.
Chipidentification / Set-up
The assignment of a pallet with a blank workpiece or a pre-machined workpiece to a machining job is accomplished within seconds.
Interlinked machining processes
In cells with several machines it is possible to define a throughput for a workpiece with different machining operations in different machines.
Administration of blank workpieces
In the production of electrodes but also in other applications standardized blank workpieces are often used. They have standardized sizes and correspond to defined blank workpiece types. With the chip-ID the blank workpiece type is identified during set-up. Then the blank workpiece may be put anywhere into the magazine. The automation recognizes the available blank workpiece type by reading the chip-ID on the pallet. The RMSMain automatically requests the blank work-piece type programmed in the job and makes the automation load it into the machine. Optionally, before the machining of the workpiece starts a check by measuring the blank workpiece with the touch probe is possible. In case an operator has made a mistake with the identification of a blank workpiece type this will surely be detected. Alternatively, an automatic measurement of the blank workpieces in the automation is feasible, for automatic recognition of the blank workpiece type and sorting out blank workpieces with wrong dimensions.
LED Status Indicator
The shelves of the magazines may be equipped with LED’s for depicting the status of the workpieces: not machined / finished with good quality / finished but not okay / waiting for manual operation / in process / others
Similar status indications with LED technology are also available for external cutting tools.
Calculation of the machining progress
In the Status Monitor as well as in the RMSMain the machining progress and the expected completion of the machining may be looked at for every machine at any time.
Priorities
Jobs and their priorities just like blocking and freeing of jobs are defined with few mouse clicks only.
Central data base
All data is stored in one secured data base system only. Full data consistency prevents errors, which might result from outdated or copied data.
Consistent geometry data
Zero point data or preset values for electrodes may be measured and used for subsequent machining operations.
RMSMain for workshop planning
RMSMain can also be used for the planning of the work (priorities) in individual not automated machines.
Interfaces to PPS and ERP systems
The XML based interface can easily be used for any desired PPS or ERP system, amongst others Beosys, IKOffice, Hummingbird Systems or SAP.
Quality control
Especially simple to use is the Röders specific takeover of measuring points into a job for quality control. Cumbersome programming is not necessary. A graphic 3D-PDF file is generated as measuring protocol of this “in-machine-verification”.
Intelligent reaction to malfunctions
In case of a malfunction in a machine the automation continues operating and serving still available machines in a cell and respecting the priorities.
SMS/E‑mail
In case of malfunctions or errors an SMS or E‑mail is sent to defined receivers.
Energy management
RMSMain controls the machines for optimal energy saving. After completion of the last job for a machine the machine is turned off. If needed, a machine is turned on at a certain, programmed time for example one hour before the shift starts or when new jobs for a machine exist.
Printing of labels
In order to clearly mark a workpiece after it is taken off of the pallet with Chip-ID labels may be printed. Alternatively a data matrix code may be engraved directly into the workpiece at the end of a machining operation. The data matrix code is generated automatically from a text defined in the job. Labels may also be printed for marking tool holders, optionally also with data matrix code.
An essential feature of Industry 4.0 compatible solutions is full data consistency. In a permanently changing production environment any copy of data is immediately outdated. Therefore, access to original data becomes decisive for avoidance of errors and highest productivity. Röders consequently implements this by allowing access to original data in the machines and automation anytime from anywhere. All data is stored in a central data base system.
Real time information
With a web-based interface tool data of the machines may directly be read. The CAM-programmer as well as the production manager can verify the actual condition and availability of the tools in each machine and in the automation via browser at their personal computer in real time.
Web-based check of machine condition
Also web-based, the condition of the machines in the workshop may be checked.
What is being machined?
Is there a disruption?
How is the machining progress?
How much longer will the machining time be?
Etc. Of course access to this data is only allowed for authorized staff. Access rights may be managed as required.
In view Anytime
Status and location of each workpiece, for example electrodes, in an automation cell can be checked from any workplace.
Röders is one of the leading partners in realizing the umati interface. No matter which machine data is requested from a superordinate level for evaluation, checking or controlling, Röders gives access to this data through the standardized umati interface.
Extension Of The Possible Applications through Special Accessories
Medium Distributor
A typical minimum lubrication consists of air jets which blow air containing very small quantities of atomized lubricant, e.g. oil, on the cutting area of the work piece. The German company MHT GmbH has optimized this technology with its specialized Medium Distributor. In manifold applications high qualities on the workpieces and longer lifetime of the cutters have been achieved because the system blows away the chips from the cutting area and provides for very precise lubrication. After machining the workpieces usually are dry as the lubricant vaporizes during the cutting process.
Shrink technology
Röders started using heat shrink technology for HSC machining as early as 1992. With regard to concentricity and rigidity, the heat shrink technique is unmatched even today. Röders offers its own shrinking device and tool holders for all types of spindles.
Additional rotary axes
1‑axis or 2‑axis rotary tables with modern direct drive technology are quickly attached for different applications.
Tool holders
Important for the machining results are also the tool holders. They determine the concentricity of the tool and therewith the achievable quality of the workpiece with respect to precision and surface quality. Therefore, Röders offers high precision tool holders and may also give recommendations.
Suction devices
Röders offers powerful suction devices with all machine models for graphite, ceramics, oil mist, emulsion etc. with special filter technology.
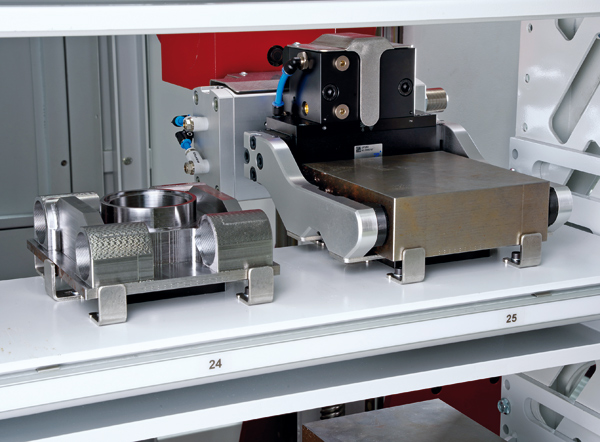
User-specific work piece clamping technology
For special applications, for example in automated production, Röders engineers develop specific clamping devices for directly clamping the workpieces in the machine witout any pallet system.