RXP500DS – 5‑axis machine

Compact, highly dynamic, high-precision
5‑axis HSC machine
- With counter bearing and special Röders geometry compensation
Compact, highly dynamic, high-precision
5‑axis HSC machine

Optimised geometry for better machining access in operations with large swivel ranges

Compact but rigid 5‑axis HSC machine

C‑axis more eccentric compared to RXP501DS

Highest possible dynamics through extremely powerful direct drives, also in the rotary axes

Highest possible dynamics through extremely powerful direct drives, also in the rotary axes

Highest possible dynamics through extremely powerful direct drives, also in the rotary axes

With QUADROGUIDE for high roughing capacity, dynamics and precision

Special machine design for machining BLINGS and similar workpieces from two sides in one set-up

With QUADROGUIDE for high roughing capacity, dynamics and precision

Optimized for
The RHP machines differ from the RXP machines in terms of the guideway concept. Hydrostatic guideways in all axes improve the running performance significantly:
The fundamental technology of the RHP machines corre-sponds to that of the RXP series: linear motors in all axes, Röders RMS6 control, exact temperature stabilisation, compensation of the spindle elongation etc.


Less micro-movements across the travel direction and therefore a much smoother running of the axis slide with hydrostatic guideways in comparison to guideways with roller or ball bearings
Options
The manifold options for the RXP series are also available for the RHP machines, e.g. rotary swivel units for 5‑axis machining etc. The RHP machines are excellently suited to the combination of HSC milling and grinding.
3‑achsig:
Is it possible to design a machine with high stiffness, high dynamics and high precision?
QUADROGUIDE – a totally new concept combines those characteristics in an ideal manner. The transmission of the forces from the cutter along Z axis and Y axis into the machine body has been optimized with totally new machine design. Very high stiffness is achieved with low inertias.
4 guiding rails in the 4 corner edges of the Z axis transfer the acceleration and the machining forces with the means of 16 guiding carriages with high damping into a massive machine bridge.
Linear motors and modern drive technology enable the RXU machines for unprecedented dynamics and precision.
Spindles with more than 100 Nm torque (S1 operation) and 22,000 rpm allow a large variety of applications.
High roughing capacities in hardened steel or difficult to machine materials and highest surface qualities and precision are achieved in one set-up.
3 axes:
5 axes:

are the result of a long-lasting development process in Röders HSC machine construction. With multiple patents and optimized in every detail, these low-wear and energy-saving linear motor machines achieve the highest possible precision, dynamics and surface qualities possible in numerous application areas.
3 axes:
RXP400
RXP500
RXP501
RXP801
RXP950
5 axes
RXP400DS
RXP400DSC
RXP500DS
RXP500DSC
RXP501DS
RXP501DSC
RXP601DS
RXP601DSH
RXP950DSH










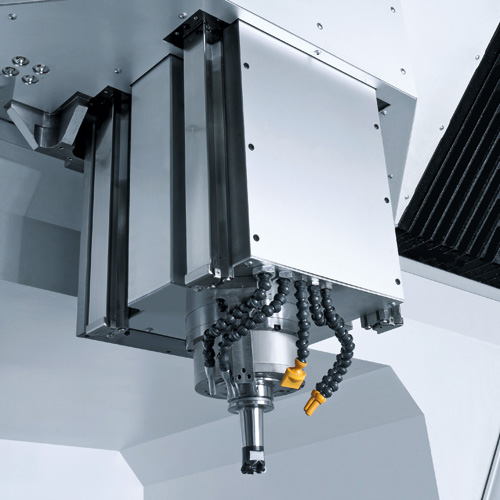
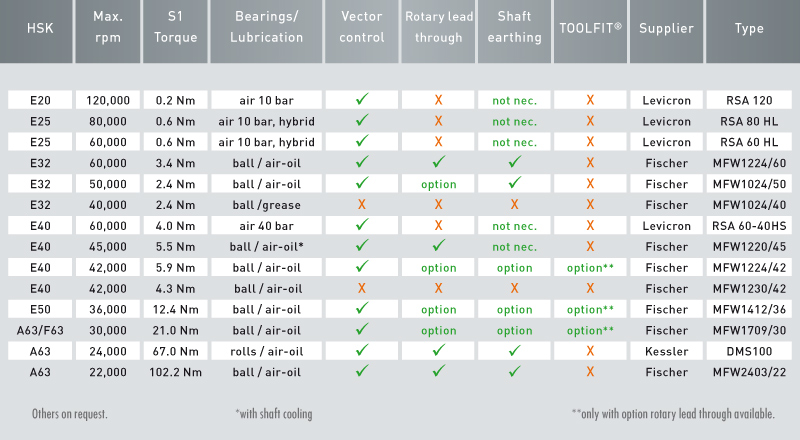
For a high efficiency of the machine in the user-specific application the spindle choice is essential. Therefore, Röders offers an exceptionally wide range of main spindles.
For a high efficiency of the machine in the user-specific application the spindle choice is essential. Therefore, Röders offers an exceptionally wide range of main spindles. By means of a standardized interface, which has been optimized over many years, especially thermally, the main spindles are mounted in the Z‑axis of the machines. This allows for a cost-effective change to another spindle type at a later time, in case the application for the machine changes. Options like vector control, axis cooling for high precision, lead throughs etc. are available as needed. Röders always has spare spindles in stock for all spindle types.
In case an application requires very high rpm and also a relatively powerful spindle, Röders offers the possibility to equip a machine with two main spindles. Further information can be found at: Double Spindle machine – Option Z2.





With a sophisticated drive technology as well as lower friction in the axis, the linear motor technology reduces the power consumption compared to machines with ball screw drives:

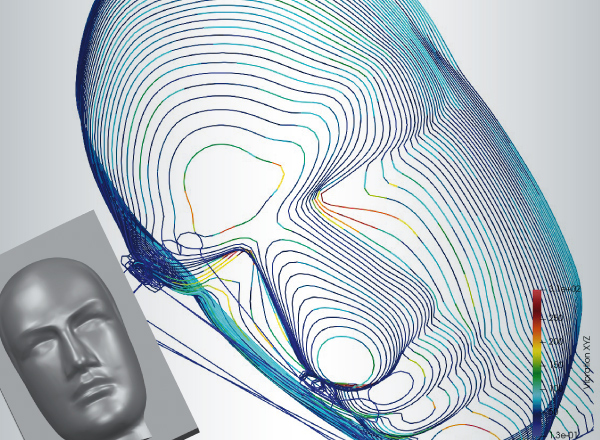
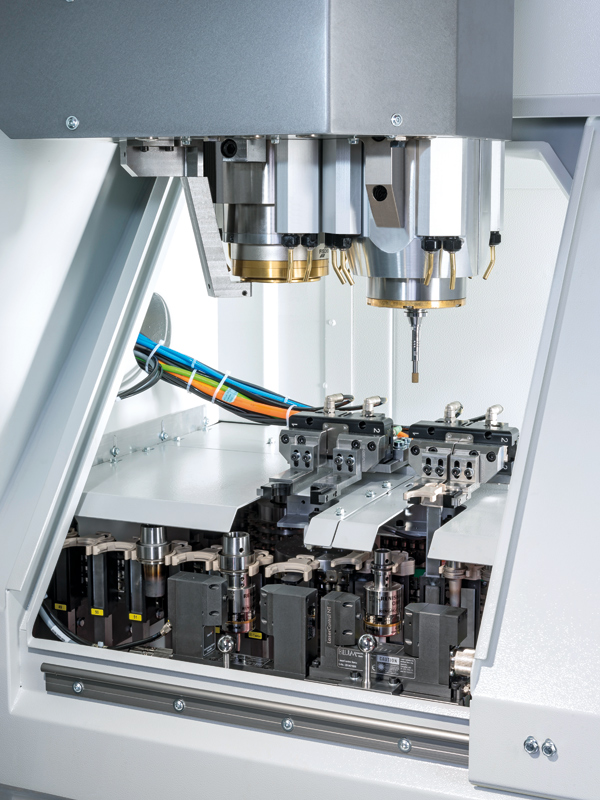
The use of high-speed spindles requires a limitation of the maximum spindle load in order to avoid bearing damage or a severe reduction in service life. Optionally, the spindles can be equipped with vibration sensors. A function in the control can be activated that automatically reduces the feed and, if necessary, the RPM of the spindle in the event of high vibrations. In addition, a coloured graphic illustration of the vibrations along the milling path is possible. As a result, any areas in the milling path with high vibrations can easily be identified and can safely be avoided in recurring machining processes by adapting the CAM programming.

Röders machines have been known for years for their external high-precision sensor for spindle elongation compensation. A holder fixed in the casting of the Z‑axis and kept geometrically stable with a tempering circuit carries a sensor at the end that contactless measures the displacement of the rotating spindle shaft in nano meter range. This is compensated for in the control system. Since the heat from the spindle shaft is transferred into the tool holder and it also lengthens as a result, a short warm-up phase had to be programmed for high-precision machining applications before starting the machining operation.
Meanwhile, the Röders technicians have succeeded in modelling the dynamic heating process directly after the spindle has accelerated to full RPM, so that with the new option Spindle Compensation PLUS a warm-up phase can be skipped completely in many applications.

Röders is partner of the umati initiative of the German machine tool association VDW (umati = universal machine tool interface). The umati interface enables a standardized data transfer to the machines of numerous suppliers. umati is an essential step towards industry 4.0.

Outstanding characteristics of the Röders RMS6 control:

Newest control versions also for older machines(from year of manufacture 1995) available at low cost with the special Röders update service
→ Higher precision, better surface quality and significantly shorter machining times
→ Easier operation, as all Röders machines can have the same control version despite different years of production

Automatic spindle speed optimisation by the machine within a user-selectable range in order to minimise vibrations and achieve the highest possible surface quality; patented

Patented function to avoid offsets in transitional areas if several different tools are used for machining

→ Programing at the machine control not necessary



Numerous functions for optimised use of tools

#Heidenhain is the registered trade mark of the Dr. Johannes Heidenhain GmbH.

In some applications the choice of the main spindle is difficult, because either the maximum RPM of the main spindle is not sufficient or the maximum tool size allowed in the spindle is not large enough. This affects especially applications with optical surface quality or jig grinding, in case very small radii, for example in small holes, are to be machined with very high rpm, but also where larger tools are required for other operations.
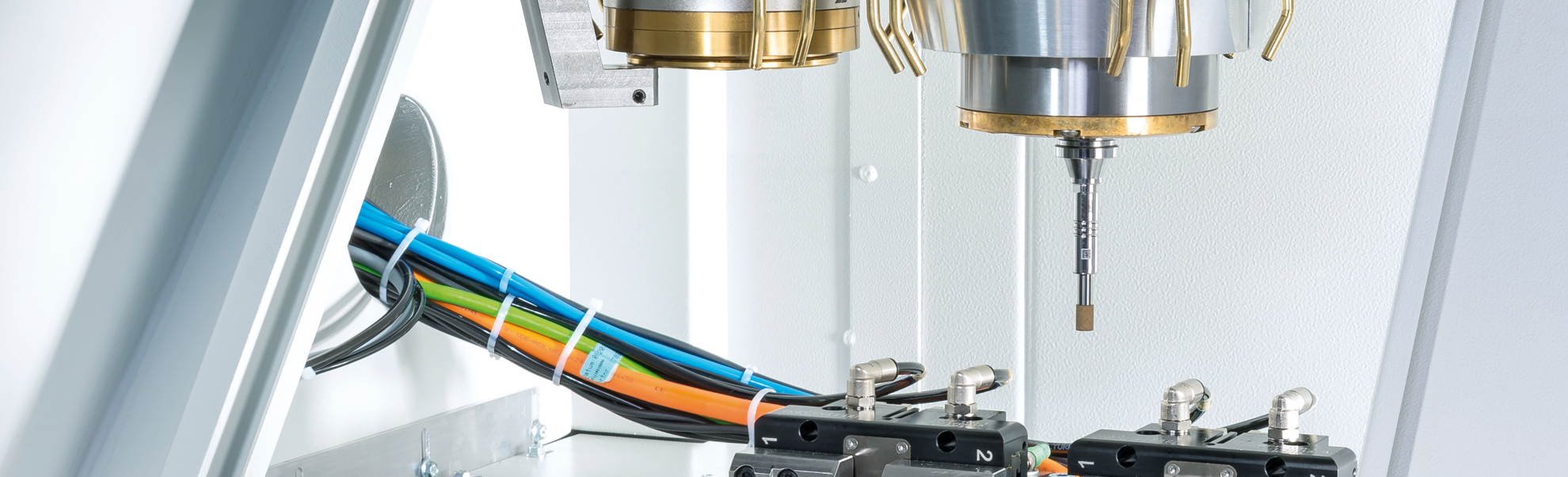
In such cases, Röders offers the possibility to equip a machine with 2 main spindles, one more robust for larger tools and one with high rpm, for example:
Both spindles are fully integrated in the machine so that the automatic tool changer, laser measurement, different coolants, 3D touch probe and in jig grinding machines all of the equipment for dressing, sound detection etc. are available for each spindle.
The axes of both spindles have a short distance to each other, but the spindles are highly precisely tempered with several cooling circuits. This ensures that the distance between the spindles and the positions of the spindles remain absolutely constant. As a result, in applications where both spindles are used a very high consistency of the work piece origin is achieved. Two spindles are utilized for one work piece set-up.
The option “Z2” currently is available for the machines RXP601DS, RXP601DSH, RXP801, RXP950, RXP950DSH and for all RPT and RXU machines. In the RPT and RXP machines the distance between the two spindle axes is 150 mm, in the RXU machines the distance is 225 mm.
Other machine models may be equipped with two spindles upon request.
Tool changer for two main spindles with different HSK holders






The contact measurement is used for
