Die Röders Steuerung RMS6

PC-basierte Steuerung
- Nur wenige Bedienelemente für eine extrem einfache Bedienung der PC-basierten Steuerung
- USB-Schnittstelle, Industriemaus und 19“ TFT-Bildschirm Standard
- NC-Programme in ISO-Code oder Heidenhain®#-Klartext
(eingeschränkter Befehlsumfang), auch gemischt möglich - INDUSTRIE 4.0 kompatibel
- Schnelle Einarbeitung und Bedienung durch Icons, Text und Hotkeys
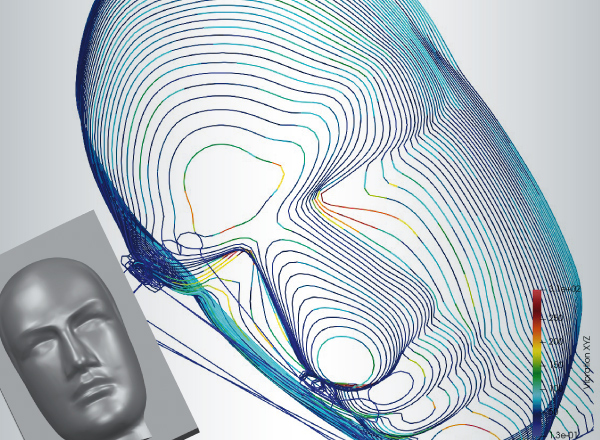
Schwingungsüberwachung der Spindel
Der Einsatz von schnelldrehenden Spindeln erfordert eine Begrenzung der maximalen Spindelbelastung, um einen Lagerschaden oder eine starke Minderung der Lebensdauer zu vermeiden. Optional können die Spindeln mit Schwingungssensoren ausgerüstet werden. In der Steuerung kann eine Funktion aktiviert werden, die bei hohen Schwingungen Vorschub und ggf. Drehzahl automatisch reduziert. Außerdem ist eine farbige Darstellung der Schwingungen über den Fräsweg möglich. So erkennt man leicht, wo eventuelle Problemstellen sind und kann diese bei wiederkehrenden Bearbeitungen durch Anpassung der CAM-Programmierung sicher vermeiden.

Spindellängungskompensation
Röders Maschinen sind seit Jahren bekannt für ihren externen hochpräzisen Sensor zur Spindellängungskompensation. Ein im Guss der Z‑Achse befestigter und mit einem Temperierkreislauf geometrisch stabil gehaltener Halter trägt am Ende einen Sensor, der berührungslos die Verlagerung der rotierenden Spindelwelle in Nanometerbereich misst. Diese wird in der Steuerung kompensiert. Da die Wärme der Spindelwelle in die Werkzeugaufnahme geleitet wird und in der Folge diese sich ebenfalls längt, musste bei hochpräzisen Bearbeitungen dennoch eine kurze Warmlaufphase vor Beginn der Bearbeitung abgewartet werden.
Inzwischen ist es den Röders Technikern gelungen, den dynamischen Prozess der Erwärmung direkt nach Spindelhochlauf zu modellieren, so dass mit der Option Spindelkompensation PLUS in vielen Anwendungen auf eine Warmlaufphase komplett verzichtet werden kann.

Röders ist Partner der umati-Initiative des VDW (umati = universal machine tool interface). Die umati-Schnittstelle ermöglicht einen standardisierten Datentransfer zu den Maschinen zahlreicher Anbieter. Sie ist ein wesentlicher Schritt für die Realisierung von Industrie 4.0.

Für HSC optimierte Steuerungstechnik
Herausragende Eigenschaften der Röders Steuerung RMS6:
- Satzverarbeitungszeit < 0,1 ms
- Lookahead > 10.000 Sätze
- Ständig verbesserte Splineinterpolation und Geschwindigkeitsplanung

Leistungssteigerung durch Steuerungsupdates
Neueste Steuerungsversionen auch für ältere Maschinen
(ab Baujahr 1995) durch den besonderen Röders Update-Service für geringe Kosten verfügbar
→ Höhere Genauigkeiten, bessere Oberflächen und erheblich kürzere Bearbeitungszeiten
→ Einfachere Bedienung, da trotz unterschiedlicher Baujahre alle Röders Maschinen mit derselben Steuerungsversion betrieben werden können

Automatische Schwingungsminimierung
Für höchste Oberflächenqualitäten automatische Optimierung der Drehzahl durch die Maschine auf geringst mögliches Schwingungsverhalten in einem vom Bediener frei wählbaren Bereich, patentiert

Tangentiale Übergänge
Patentierte Funktion zur Vermeidung von Absätzen in Übergangsbereichen bei Bearbeitung mit mehreren unterschiedlichen Werkzeugen
- Automatische Modifikation der Bearbeitungsprogramme für tangentiale Übergänge

Postprozessoren
- Einfache individuelle Erstellung von Postprozessoren für alle CAD/CAM-Systeme mit Hilfe des Röders Postprozessor-Handbuchs
- Postprozessoren für alle gängigen CAM-Systeme verfügbar
- Vollständige Ausgabe aller Parameter durch das CAM-System
→ keine Programmierung an der Maschine erforderlich



- Verarbeitung von ISO- (G‑Code) oder Heidenhain®#-Klartextprogrammen (eingeschränkter Befehlsumfang) möglich
- extrem kurze Einarbeitungszeit
- Basicähnliche Programmierung für Spezialanwendungen möglich
- Wechsel zu Röders Steuerung sehr einfach, da keine neue Programmiersprache erlernt werden muss
- Auch gemischte Verwendung von ISO- und Heidenhain®#-Befehlen erlaubt

Optimaler Werkzeugeinsatz
Zahlreiche Funktionen für optimierten Werkzeugeinsatz
- Schwesterwerkzeuge
- Verschleißkriterien
- Standwege
- Messstrategien
- Geometrieerkennung und ‑prüfung
- Verwaltung und Import von Werkzeugtypen etc.

Weitere Steuerungsfunktionen
- RACECUT® — Leistungssprung in der 3D-Bearbeitung
- 32 kHz-Regelungstechnik und eine optimierte Bahnplanung in der Steuerung verkürzen die Bearbeitungszeiten bis zu 20 % bei gleicher Oberflächenqualität und Präzision
- Da der Energieverbrauch (die Leistungsaufnahme) der Maschine unabhängig von der gewählten Dynamik relativ konstant ist, liegt die Energieeinsparung in gleicher Größenordnung
#Heidenhain ist eine eingetragene Marke der Dr. Johannes Heidenhain GmbH.